My new watch from a well-known brand uses an 600D Oxford fabric strap. After just two weeks, the part that rubs against surfaces started to fray.
This highlights a common issue: not all 600D oxford fabric is the same.
Why did this happen?
The brand likely prioritized comfort and cost, choosing:
•Light coating → wears off quickly → yarns loosen
•Untwisted yarn → soft but weak → unravels easily
•Low density → lightweight but less durable
This leads us to the core question we want to explore today: What kind of 600D oxford fabric can truly be called “high-quality”?

This article will start by explaining the basic concept of Denier, then delve into the core process: why 300D/2 yarn is used. It will also cover product diversity (varieties and specifications, pricing), deep processing (finishing treatments), and practical applications (uses and selection guidelines) to provide answers to these questions
The main content is as follows
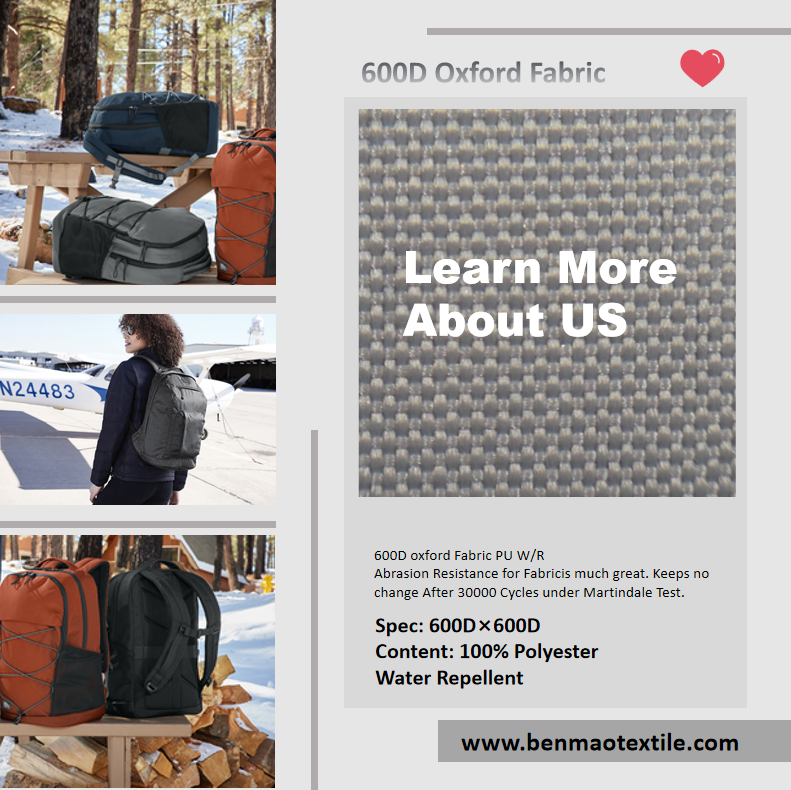
Currently, conventional varieties of 600D Oxford Fabric generally default to 600D × 600D Polyester (Plain) Fabric. The first “600D” refers to the specification of the warp yarns of the fabric, while the second “600D” refers to the specification of the weft yarns.
What is the number D?
“D” is the abbreviation of Denier, which is a unit of fineness for chemical fibers such as nylon and polyester. The denier (D) of a yarn is defined as the weight in grams of a 9,000-meter-long strand. Therefore, a 9,000-meter length weighing 600 grams is a 600 denier yarn. Likewise, one weighing 300 grams is 300 denier.
Did you know? The 600D Oxford fabric currently available on the market is not woven using a single 600D yarn. Instead, it is made by twisting and plying two strands of 300D yarn together. The twisting process is an additional step, which increases production costs.
Given this, why is it necessary to use two 300D yarns twisted together rather than directly using a single 600D yarn for production?
1) Flexibility and hand feel (most crucial) :
Single 600D yarn: It is a very thick single filament. If it is used to weave fabric, the fabric will lack elasticity and be very stiff, just like a piece of paper.
300D/2 ply yarn: Composed of two 300D yarns twisted together. This structure creates micro-gaps within the yarn, resulting in a final fabric that is more voluminous, softer, and far more elastic than fabric made from a single 600D yarn.
2) Strength and durability:
Single 600D yarn: Untwisted and loosely structured, the surface fibers are easily worn away, leading to the formation of fuzzy pills.
300D/2 plied yarn: After twisting, the fibers are tightly bound together, making it difficult for them to escape from the main body of the yarn. This enhances the fabric’s strength and significantly reduces pilling and fuzzing.
To illustrate:
1.Imagine holding a handful of dry, loose, thin straws. They break easily and have little strength.
2. You start twisting the straws counter-directionally, binding them into a strand.
3.Once tightly twisted, the straws grip and rub against each other, forming a strong, durable rope that resists breaking.
4.The twisting process applied to yarn follows the exact same principle as “twisting straw into rope.”
If polyester Oxford fabric is used for bags, the base—which comes into frequent contact with surfaces and abrasion—must prioritize wear resistance. In this case, using twisted yarn is an excellent choice.
3) Factory production stability:
Finer 300D yarns run more smoothly on water-jet looms, with a lower defect rate, higher production efficiency and better fabric surface quality. The coarse and hard 600D single yarn is difficult to control and prone to problems.
By optimizing the tension control in the 300D/2 twisting process, our factory has managed to keep the defect rate below 0.5% — a figure far lower than the industry average of 2%. This is precisely why our 600D Oxford fabric can meet the demand of luggage customers for stable mass supply.
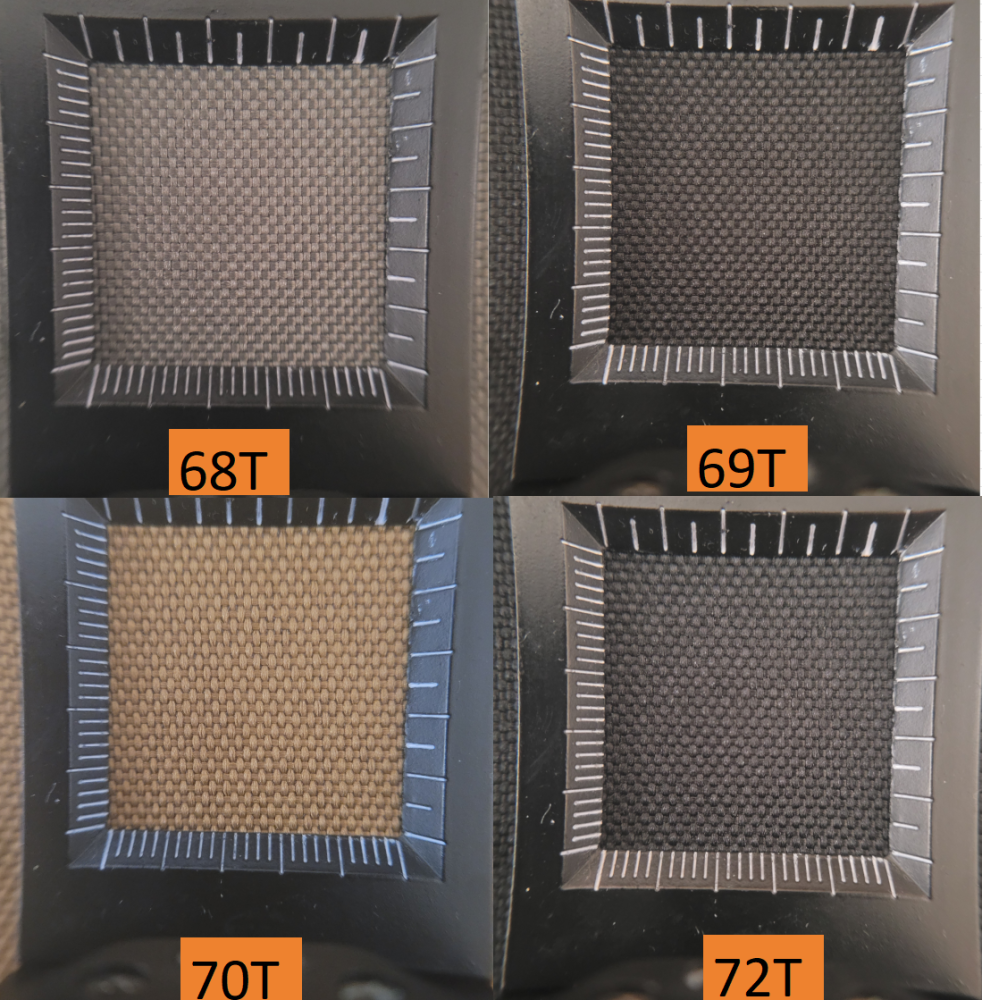
What are the regular varieties of 600D oxford fabric?
600D*600D-64T, 68T,69T 70T, 72T, 74T, 78T. For the concept of T (Thread Count), you can refer to my previous article: What is oxford fabric
When you’re searching for 600D fabric on the market, you might notice that even for the same 600D specification and similar backing quality, prices can vary significantly. Why is that?
Let me use an analogy to help you understand:
It’s like comparing cars with a “2.0T engine displacement”—you can find a Volkswagen for over ¥100,000 or an Audi RS costing over a million. The engine displacement (600D) is just the basic specification. What really determines the price are factors like the engine materials, transmission, and chassis tuning—or in fabric terms: the raw materials, density, dyes, and finishing requirements.
1.The stability of the yarn raw materials affects the consistency of the fabric’s dyeing results.
2.The density of the yarn in the fabric influences its physical strength and abrasion resistance.
3. The choice of dye impacts color fastness. There are also eco-friendly versus non-eco-friendly dyes. Common non-eco-friendly dyes, such as azo dyes, may pose carcinogenic risks with long-term contact.
4.Finishing requirements: For example, even with PU coating, the solid content in the PU adhesive can vary greatly, affecting both price and performance. Lower solid content means thinner adhesive, resulting in poorer physical durability of the fabric.
Common Coating Finishes for 600D oxford fabric:
1. PU Coating: Usually applied as a 2PU coating. Some manufacturers opt for 1PU or very low solid-content adhesives to reduce costs, often leading to loose yarns in the finished fabric.
2. PVC Lamination: PVC is applied to the back to enhance physical strength and add thickness to the handfeel.
3. TPE lamination: An eco-friendly alternative to PVC, though about 30% more expensive than PVC of similar quality. However, it is prone to scratching.
4. TPU Lamination (not TPU film): Another eco-friendly alternative to PVC, but roughly 300% more expensive. It resists scratching and significantly improves the fabric’s elasticity.
Optional Functional Finishes for 600D oxford fabric:
1.Antibacterial
2.Waterproof
3.Water Repellent
4.Flame Retardant
5. Water, Oil, and Stain Resistance
6.UV Resistance
Applications for 600D oxford fabric:
1.Bags / Backpacks / Duffels / Luggage
2. Car Covers Furniture
3. Furniture
4.Tents
5. Pet Products
6.etc…
After reading the above, do you now have a deeper understanding of how to choose the right 600D Oxford fabric and what factors to consider?
If you have any questions about the selection or customization of 600D Oxford fabric (such as “which coating to choose for outdoor products, PU or PVC, and what specific specifications to use”), please feel free to contact us — our fabric engineers can provide free consultation on fabric selection.
If this article was helpful, please follow me~ I share new insights on fabrics regularly—stay tuned!